
1000L/H RO System Water Purification Treatment Machinery for Drinking
1000L/H RO System Water Purification Treatment Machinery for Drinking

Brief Introduction
Working Process:
Raw Water → Raw water pump → Mechanical filters → Activated carbon filter→ Add antiscalant → Precision filters→ RO high pressure pump → RO reverse osmosis membrane element→Finished water.
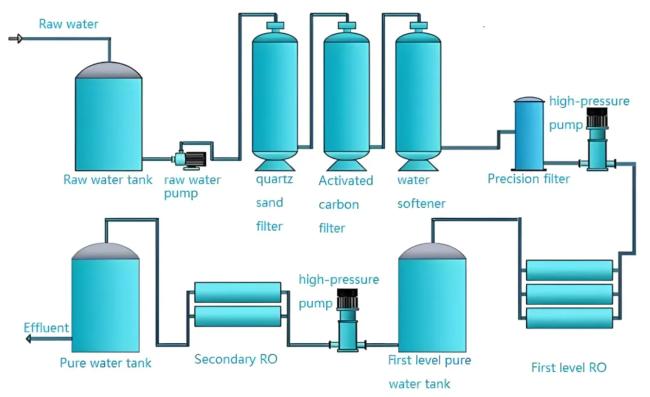
Pretreatment: to meet the requirements of the reverse osmosis device influent, to ensure the long-term stable operation of reverse osmosis device. It consists of quartz sand filter, carbon filter, scale inhibitor system, precision filter.
Quartz sand filter: filter out the sediment, impurities, suspended matter in the water and reduce the SDI (pollution index density) value of the raw water.
Active carbon filter: has a dual role, one is adsorption; the second is filtration. Remove chemical organics, heavy metals, color, odor, residual chlorine, etc. in water to improve the taste.
Scale inhibitor system: Through the scale inhibitors dispersant treatment, remove the calcium, magnesium and other scaling ions of the raw water to remove the hardness of the raw water.
Precision filter: 5 micron PPF filter, intercepts objects larger than 5 micron to extend the life of the membrane.
Reverse osmosis : Can remove organic substances (such as trihalomethane intermediates, colloids, suspended solids, microorganisms, bacteria, algae, mildew, etc.), heat sources, viruses and other substances in water. The salt rejection rate is 98%.
UV sterilizer and ozone sterilizer is option. Raw water tank and pure water tank is optional.
Customize your experience with a choice of FRP or stainless steel tank filter systems. We pride ourselves on tailoring systems to meet your unique specifications. Adaptability is key, and we customize the system to your specifications.
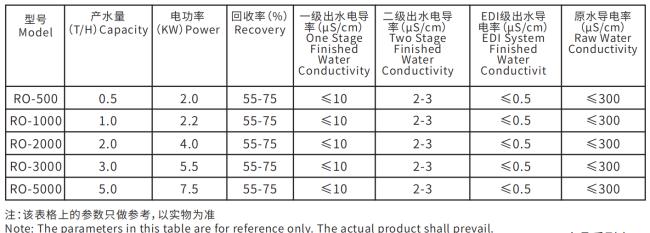
Product Parameters
Application Scope
Reverse osmosis water treatment technology is widely used in various scenarios, including drinking water purification (such as household water purifiers and community direct drinking water systems), industrial applications (e.g., power plant boiler feed water, ultrapure water for electronics and semiconductors, pharmaceutical production, and chemical process water), food and beverage processing, seawater and brackish water desalination, medical dialysis and laboratory water use, wastewater recycling and reuse (such as industrial zero liquid discharge and municipal reclaimed water), as well as agricultural irrigation and commercial buildings. By efficiently removing salts, microorganisms, and organic matter, it provides safe and reliable water quality solutions for diverse industries.
FAQ
Q1: What can you purchase from us?
A1: RO water treatment system, vacuum emulsifier mixer, homogenizer mixer, storage tank, filling machines and so on.
Q2: Tap water has high chlorine levels. What equipment is needed to reduce it?
A2: Use a carbon filter to reduce chlorine.
Q3: How many years can a reverse osmosis membrane typically last?
A3: The membrane's lifespan depends on the following factors:
1. Membrane performance,
2. Raw water quality,
3. Pretreatment system,
4. Frequency of chemical cleaning (CIP),
5. Operator knowledge: With regular replacement, it can operate for 2-3 years or longer.
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.