
Heavy-Duty Pusher Centrifuge for Mineral Salt Dewatering

Heavy-Duty Pusher Centrifuge for Mineral Salt Dewatering is designed for continuous solid-liquidseparation of mineral salt crystals, salt lake crystallization products, brine-derived salts, andinorganic salt mixtures.
In mineral salt recovery, salt lake brine processing, mining brine treatment, and evaporationcrystallization systems, the discharged slurry may contain mineral salt crystals, mother liquor, fineparticles, insoluble impurities, and mixed inorganic salts.
A heavy-duty pusher centrifuge removesfree liquid through centrifugal filtration and continuously discharges dewatered mineral salt cakebefore drying, cooling, screening, or packaging.
- Mineral salt crystal dewatering
- Salt lake brine crystallization product separation
- Mining brine salt recovery
- Mixed inorganic salt dewatering
- Mother liquor separation after crystallization
- Mineral salt wet cake discharge before drying
- Brine-derived salt crystal separation
- Evaporation crystallization product dewatering
- Salt recovery from high-salinity wastewater
- Continuous mineral salt processing line integration
| Output Phase | Typical Composition | Main Purpose |
|---|---|---|
| Mineral Salt Cake | Mineral salt crystals, mixed inorganic salts, brine-derived crystals | Recover dewatered salt product before drying |
| Mother Liquor / Brine | Concentrated brine, dissolved salts, process liquor | Separate liquid from crystals for return, reuse, recovery, or treatment |
| Fine Impurities | Fine mineral particles, insoluble solids, residual impurities | Reduce impurity load and improve downstream handling |
The actual separation result depends on salt composition, crystal size, slurry concentration, brine viscosity, impurity content, screen opening, and operating parameters.
Mineral salt slurry is often more complex than single chemical crystal slurry. It may contain mixed salts, abrasive particles, fine impurities, and high-concentration brine. In salt lake, mining, or resource recovery projects, the centrifuge usually needs to operate continuously under variable feed conditions.
If the machine is not designed for heavy-duty operation, the plant may face:
- Unstable cake discharge
- Higher wet cake moisture
- Faster screen segment wear
- More product loss through unsuitable screen openings
- Blockage caused by fine mineral particles
- Higher load on downstream dryers
- Frequent cleaning and maintenance
- Reduced overall crystallization line capacity
- Poor adaptability to changing brine composition
A heavy-duty pusher centrifuge helps maintain stable filtration, continuous cake discharge, and long-term operation in mineral salt dewatering systems.
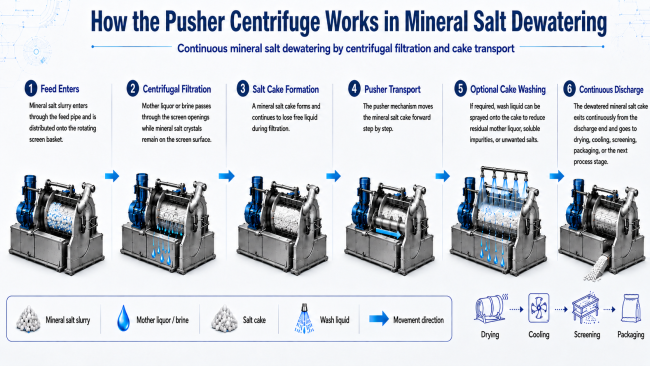
Mineral salt slurry enters the centrifuge through the feed pipe and is evenly distributed onto the rotating screen basket.
Under centrifugal force, mother liquor or concentrated brine passes through the screen openings and is collected as filtrate. Mineral salt crystals are retained on the screen surface and form a filter cake.
The pusher mechanism moves the mineral salt cake forward step by step. During this movement, the cake continues to lose free liquid.
If product washing is required, wash liquid can be sprayed onto the cake to reduce residual mother liquor, soluble impurities, or unwanted salts.
Finally, the dewatered mineral salt cake is discharged continuously from the basket end and sent to the dryer, cooler, screening machine, packaging section, or next process stage.
| Model | PP-25 | PP-40 | PP-50 | PP-60 | PP-85 |
|---|---|---|---|---|---|
| Diameter (mm) | 200/251 | 290/360 | 438/500 | 560/630 | 738/820 |
| Rotate speed (Max)(rpm) | 3000 | 2500 | 2000 | 1360 | 1040 |
| Stroke of Pusher Mechanism (times/min) | 33-52 | 40-80 | 40-80 | 70-80 | 70-80 |
| Main motor power (kw) | 7.5 | 11-15 | 352-1140 | 286-1145 | 236-875 |
| Main motor Protection class | IP54/F1 | IP54/F1 | IP54/F1 | IP54/F1 | IP54/F1 |
| Main motor Power supply | 3 phase AC | Customized 3 phase AC | Customized 3 phase AC | Customized 3 phase AC | Customized 3 phase 380V/50HZ |
| Oil pump motor spec/Power(Kw) | 4 | NB4C100F | SNE/A280 | NB5D140F | NBX6-F160F |
| Oil pump outflow(ml/turn) | 100 | 100 | 480 | 140 | 180 |
| Oil pump max pressure(Mpa) | 2.5 | 2.5 | 2 | 8 | 8 |
| Export Dimension(mm) | 2155x1320x990 | 2346x1090x1006 | 3660x1420x2078 | 3127x1700x1955 | 3990x2000×1939 |
| 820x500x1650 | |||||
| Weight(kg) | 1275 | 2600 | 4400 | 4860 | 6250 |
Heavy-Duty Operation
The centrifuge is designed for continuous mineral salt dewatering under demanding industrial conditions.
Stable Mineral Salt Cake Discharge
The pusher mechanism moves the crystal cake forward step by step, helping maintain stable discharge even in continuous brine crystallization lines.
Efficient Mother Liquor Separation
Centrifugal filtration removes free brine or mother liquor from mineral salt crystals before drying or further processing.
Suitable for Mixed Salt Systems
The machine can be configured for different mineral salt compositions, crystal sizes, and brine conditions.
Reduced Dryer Load
Lower free liquid carryover can reduce downstream drying pressure and improve dryer feeding stability.
Optional Cake Washing
Cake washing can be added when residual mother liquor, soluble impurities, or unwanted salts need to be reduced.
Custom Screen Segment Support
Screen opening, material, thickness, open area, and surface finish can be customized according to crystal size, brine composition, and operating requirements.
Under suitable feed and operating conditions, the system can typically help achieve:
- 4–12% wet cake moisture for many well-formed calcium chloride crystals
- 50–85% reduction in free brine carryover before drying compared with untreated wet slurry.
- 95–99.5% calcium chloride crystal recovery when the screen opening is properly matched with particle size distribution.
- 15–40% reduction in downstream dryer load
- More stable wet cake
- Reduced risk of sticky cake handling, uneven drying, and caking caused by excessive liquid carryover.
- 8–24 hours/day continuous operation
Final performance depends on calcium chloride crystal size, particle shape, slurry concentration, brine concentration, viscosity, temperature, screen opening, centrifugal force, washing condition, and operating parameters.
To recommend a suitable pusher centrifuge for mineral salt dewatering, please provide:
- Mineral salt type or composition
- Processing capacity
- Feed slurry concentration
- Solids content
- Crystal size distribution
- Crystal shape
- Brine or mother liquor composition
- Brine concentration
- Liquid viscosity
- Feed temperature
- Impurity content
- Abrasive particle condition
- Target wet cake moisture
- Product washing requirement
- Required product purity
- Filtrate reuse or treatment requirement
- Existing upstream evaporator or crystallizer
- Downstream dryer, cooler, screening machine, or packaging system
- Required operating hours per day
- Site voltage and control preference
- Preferred material of construction
- Required screen slot size, if known
What is this pusher centrifuge used for?
It is used for continuous dewatering and mother liquor separation of mineral salt crystals, brine-derived salts, and mixed inorganic salt products.
What makes it heavy-duty?
Heavy-duty design focuses on stable operation under high slurry load, variable feed composition, abrasive mineral particles, and continuous industrial production conditions.
Can it handle mixed mineral salts?
Yes. It can be configured for mixed mineral salts, but the crystal size, brine composition, impurity content, and filtration behavior must be evaluated.
Can it reduce dryer load?
Yes. By removing free brine or mother liquor before drying, the centrifuge can help reduce downstream drying load.
Can mineral salt cake be washed inside the centrifuge?
Yes. Cake washing nozzles can be added when residual mother liquor or soluble impurities need to be reduced.
If you have customer resources or project opportunities in mineral salt processing, salt lake brine recovery, mining brine treatment, inorganic salt crystallization, or solid-liquid separation systems, Peony welcomes cooperation.
We support distributors, agents, and project partners with model selection, process advice, customized configuration, equipment manufacturing, installation guidance, spare parts, screen segment customization, and after-sales service.
Send us your salt composition, capacity, crystal size, solids content, brine condition, impurity content, and target cake moisture. Our team will help evaluate the suitable mineral salt dewatering solution.
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.