
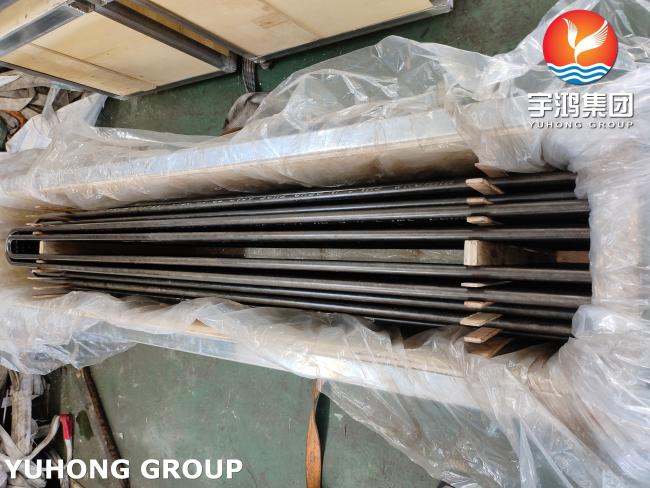
ASTM A213 / ASME SA213 T9 U Bend Tube Alloy Steel Seamless Heat Exchanger Tube
ASTM A213 / ASME SA213 T9 Alloy Steel Seamless U Bend Tube Heat Exchanger Tube
ASTM A213/ASME SA213 outlines stringent requirements for seamless ferritic and austenitic steel tubes intended for service in elevated temperature environments, ensuring material integrity, mechanical performance, and dimensional consistency.
According to ASTM A213 T9 material undergoes normalizing (heated to 925–980°C) followed by tempering (675–760°C) to refine its microstructure, balancing tensile strength (≥415 MPa) and ductility (elongation ≥30%). Post-bending, U-bend tubes often require stress-relief heat treatment (650–700°C) to mitigate residual stresses induced during forming, ensuring compliance with the standard’s mechanical property requirements. ASME SA213 T9 U-bend tube represents a fusion of advanced metallurgy, precision manufacturing, and rigorous quality assurance, making it indispensable for industries demanding robust performance in high-temperature, high-pressure environments.
Equivalent Material for ASTM A213 T9 Alloy Steel Seamless U Bend Tube
| UNS | ASTM | EN | DIN | JIS | GB |
| K50400 | P9 | 12Cr9Mo | X12CrMo91 | STBA26 | / |
Mechanical Property for Alloy Steel Seamless U Bend Tubes
| Steel Grade | Tensile Strength, Mpa | Yield Strength, Mpa | Elongation, % |
| ASTM A213 T5 | Min: 415 | Min: 205 | Min: 30 |
| ASTM A213 T9 | Min: 415 | Min: 205 | Min: 30 |
| ASTM A213 T11 | Min: 415 | Min: 205 | Min: 30 |
| ASTM A213 T12 | Min: 415 | Min: 205 | Min: 30 |
| ASTM A213 T22 | Min: 415 | Min: 205 | Min: 30 |
| ASTM A213 T91 | Min: 415 | Min: 415 | Min: 20 |
Chemical Composition for ASTM A213 T9 Alloy Steel Seamless U Bend Tube
| Steel Grade | ||||||||
| C | Mn | P | S | Si | Cr | Mo | V | |
| ASTM A213 T5 | Max: 0.15 | 0.30 - 0.60 | Max: 0.025 | Max: 0.025 | Max: 0.50 | 4.00 - 6.00 | 0.45 - 0.65 | -- |
| ASTM A213 T9 | Max: 0.15 | 0.30 - 0.60 | Max: 0.025 | Max: 0.025 | 0.25 - 1.00 | 8.00 - 10.00 | 0.90 - 1.10 | -- |
| ASTM A213 T11 | 0.05 - 0.15 | 0.30 - 0.60 | Max: 0.025 | Max: 0.025 | 0.50 - 1.00 | 1.00 - 1.50 | 0.44 -0.65 | -- |
| ASTM A213 T12 | 0.05 - 0.15 | 0.30 - 0.61 | Max: 0.025 | Max: 0.025 | Max: 0.50 | 0.80 - 1.25 | 0.44 - 0.65 | -- |
| ASTM A213 T22 | 0.05 - 0.15 | 0.30 - 0.60 | Max: 0.025 | Max: 0.025 | Max: 0.50 | 1.90 - 2.60 | 0.87 - 1.13 | -- |
| ASTM A213 T91 | 0.08 - 0.12 | 0.30 - 0.60 | Max: 0.020 | Max: 0.010 | 0.20 - 0.50 | 8.00 - 9.50 | 0.85 - 1.05 | 0.18 - 0.25 |
| Cb: 0.06 - 0.1 | N: 0.030 - 0.070 | Ni: Max: 0.40 | Al: Max0.04 | Ti: Max: 0.01 | Zr: Max 0.01 |
Bending Process & Geometry
-
Bend Radius:
-
Follow ASME B16.9 or TEMA standards for minimum bend radius (typically 1.5–3× tube diameter).
-
Smaller radii increase thinning on the outer bend and thickening on the inner bend, risking mechanical failure.
-
-
Wall Thinning:
-
Limit wall thinning to ≤17% of nominal thickness (per ASME standards).
-
Use mandrel bending or hot induction bending to minimize deformation.
-
-
Ovality: Control ovality (deviation from circular cross-section) to ≤8% to avoid flow disruption or stress concentration.
Operational Considerations of Alloy Steel Seamless U Bend Tube
-
Thermal Cycling: Account for frequent heating/cooling cycles to avoid thermal fatigue.
-
Fouling: Design for easy cleaning (e.g., chemical flushing, mechanical brushing) to maintain heat transfer efficiency.
-
Pressure Drops: Optimize bend geometry to minimize turbulence and pressure loss.
Applications
- Petrochemical Industry
- Heat exchanger
- Boiler Tube
- general engineering
- Chemical Industry
- Nuclear Power Plant Industry
- Oil and Gas Industry
- Research & Development
-
Pressure vessel
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.