
ASTM A335 P22 HFW Serrated Fin Tube 11-13Cr for Heat Exchangers
ASTM A335 P22 High Frencuy Welding Serrated Fin Tube Solid With 11-13CR Fin
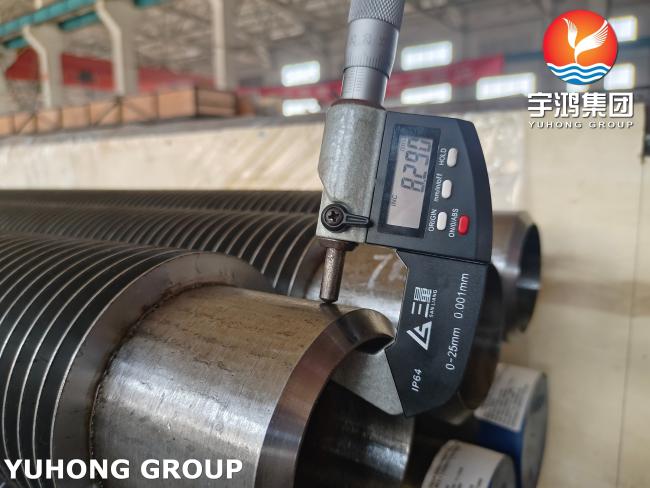
Serrated Fin Tube
High-frequency welded solid fin tubes utilize an ASTM A335 P22 chromium-molybdenum alloy steel base tube and 11-13Cr martensitic stainless steel fins. High-frequency current welding creates a seamless metallurgical bond between the fin root and the base tube, forming a heat transfer interface with near-zero thermal resistance. Their solid structure (solid, continuous fins) offers excellent pressure resistance and stability in high-temperature, sulfur-laden flue gases, such as in boiler economizers and refinery heating furnaces. Furthermore, they offer an irreplaceable cost-effective advantage in demanding heat exchange scenarios involving high temperatures and high sulfur content.
The Difference Of Solid Fin Tube And Serrated Fin Tube
Solid Fin Tube uses continuous smooth fins to increase heat transfer by expanding the surface area. It is suitable for clean media (such as air and low-pressure steam) and has the advantages of low flow resistance, high strength and low cost, but it is easy to foul and has medium heat transfer efficiency.
Serrated Fin Tube cuts serrated notches on the edge of the fins to increase heat transfer efficiency by 30-50% through forced turbulence and significantly delays dirt accumulation.
It is especially suitable for high-viscosity and particle-containing fluids (such as flue gas and residual oil), but the pressure drop increases by 15-30% and the initial cost is higher. Key selection principles: Use solid fin tubes for clean/high-pressure scenarios, select serrated tubes for dirty/high-efficiency scenarios, and needle-shaped fin tubes are recommended for ultra-fine dust environments.
Material Standards & Chemical Composition
ASTM A335 P22 Alloy Steel Tube
| Element | Composition (wt%) | Standard Requirements |
| Carbon (C) | 0.05–0.15 | ASTM A335 |
| Chromium (Cr) | 1.90–2.60 | |
| Molybdenum (Mo) | 0.87–1.13 | |
| Manganese (Mn) | 0.30–0.60 | |
| Silicon (Si) | 0.50 max | |
| Phosphorus (P) | 0.025 max | |
| Sulfur (S) | 0.025 max |
11-13% Chromium Steel
| Element | Composition (wt%) | Key Role |
| Chromium (Cr) | 11.00–13.00 | Enhances oxidation & corrosion resistance |
| Carbon (C) | 0.08–0.15 | Balances strength & weldability |
| Nickel (Ni) | ≤0.50 | Improves toughness |
| Manganese (Mn) | 0.30–0.60 | Supports hardenability |
| Parameter | ASTM A335 P22 Base Tube | 11-13Cr Fin Strip |
| Tensile Strength (MPa) | ≥415 | 450–600 |
| Yield Strength (MPa) | ≥205 | ≥250 |
| Elongation (% in 50 mm) | ≥30 | ≥20 |
| Hardness (HBW) | ≤187 | ≤230 |
| Max Operating Temperature (°C) | 650 | 550 (continuous service) |
Application:
1. Power Industry (Coal-fired/Gas-fired Power Plants) Boiler Economizers and Air Preheaters
2. Petroleum Refining: Convection Sections of Heating Furnaces in Atmospheric and Vacuum Units, and Fluid Catalytic Cracking (FCC) Waste Heat Boilers
3. Chemical and Coal Chemical Industry: Inlet/Outlet Heat Exchangers
4. Industrial Furnaces and Waste Heat Recovery: Steel Plant Sintering Flue Gas Waste Heat Boilers and Glass Kiln Exhaust Heat Exchangers
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.