
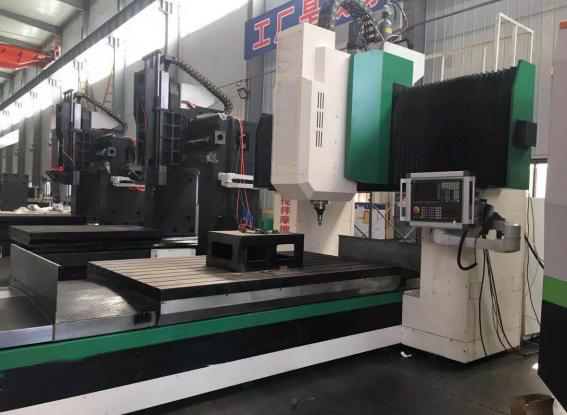
Industrial CNC Aluminum Friction Stir Welding Machine Automatic
2021 CNC aluminum friction stir welding machine
Friction stir welding has little pollution to the environment before and during welding. The workpiece does not need strict surface cleaning preparation before welding, and the mixing head during welding can remove the oxide film on the surface of the welding parts, and there is no smoke, splash and noise pollution during welding. Since FSW only relies on the rotation and movement of the stirring head to gradually realize the welding of the whole weld, compared with fusion welding, FSW saves more energy and costs less.
No other welding consumable materials such as electrode, wire, flux and protective gas are required during welding. The only consumable item is the welding agitator. Usually when welding aluminum alloy, a stirring head can be welded to a 1500m weld seam.

The equipment is mainly used for aluminum, copper, magnesium, titanium and other light alloy metal welding. Widely used in aerospace, shipbuilding, rail transit, automobile manufacturing, power electronics and other industries, become the best aluminum alloy welding technology. Main products include: water-cooled plate, heat sink, aluminum alloy water-cooled plate, copper alloy water-cooled plate, wide aluminum alloy fin radiator; Aluminum alloy water cooling plate for power electronics; Various types of aluminum alloy chassis; Wide-width aluminum alloy plate with rib; Thick wall aluminum alloy barrel; Aluminum alloy wheel; All types of aluminum alloy structural parts, all aluminum alloy products involved in connection.
The equipment is the company experienced several years of accumulation of experience, independent research and development of friction stir welding equipment with strong versatility. There are mature table and gantry friction stir welding equipment and a number of series of stirring head.


Main parameters:
|
|
Gantry type CNC FAW |
|
model |
PN-FSW-1517 |
|
Control system |
Siemens 828D control system |
|
X direction stroke and speed |
Stroke: 1700mm, table mobile; Welding speed: 0~6000mm/min stepless adjustment |
|
Y direction stroke and speed |
Stroke: 1500mm, horizontal movement of the head Welding speed: 0~6000mm/min stepless adjustment |
|
Z direction stroke and speed |
Stroke: 500mm, vertical movement of the head Welding speed: 0~2000mm/min stepless adjustment |
|
Z axis space height |
500mm (the machine head moves upward to the highest point, the distance between the lower end face of the tool handle and the table plane) |
|
Equipment floor area |
1700*1400mm |
|
The thickness of the welding |
1-10mm |
|
Welding spindle speed |
0~3000 rpm |
|
B axis dip Angle adjustable range |
-5 ~ 5° Manual adjustment |
|
C axis inclination Angle adjustable range |
N x 360º Automatic adjustment |
|
Total power of equipment |
35KW |
|
Total weight of equipment |
13T |
|
Weld seam type |
Butt joint |
|
Lubrication way |
Central lubrication system (automatic) |
|
Positioning accuracy of each axis |
0.01 mm / 500 mm; 0.02 mm/journey |
|
Repeated positioning of each axis |
0.01mm |
Introduction of friction stir welding equipment features:
Linear guide series gantry table forward and backward movement (X direction) for 55 roller linear guide, beam direction (Y direction) for 55 roller linear guide, spindle up and down direction (Z direction) for 55 roller linear guide; Assemble, inspect and paint according to international and domestic standards. Z axis TBI6310 precision (C3) precision screw, can withstand greater forging force, more stable welding.
Machine features:
1, the company uses HT250 high strength resin sand castings, into the secondary tempering aging treatment, the material is stable and reliable, small deformation. The company's casting - tempering - processing - assembly - sheet metal are completed in a factory, the quality is more controllable, guaranteed. Compared with most of the peers are welding bed, it is difficult to eliminate internal stress, the machine is easy to deformation, most people think that friction stir welding itself does not need much accuracy, after the company's years of CNC machine tool experience, the bed deformation, the guide rail will be deformed, the guide rail deformation slider and the guide rail contact surface is not uniform, the guide is easy to bad, The bad guide rail will directly affect the different heart of the screw, and the screw will be easily broken, which will bring a great discount to the service life of the whole machine tool.
2, all the large parts in the pentahedron processing center to complete processing, clamping times, workpiece size and tolerance with security, the company has a large CNC milling machine, 18 meters x 3 meters number control gantry grinding machine, 4 meters x 2 meters CNC gantry grinding machine and other complete set of processing machine, the processing of each part is guaranteed.
3, machine tool by using the computer finite element analysis (FEA), reasonable structure and equivalent weight of the machine bed with better institution rigidity, the company engineers by air 625, seiko, weihai, east China sea day of qiqihaer second machine tool plant and other technical team, design structure The CNC gantry design strength and friction stir welding requirements, The product structure is more reasonable in the same industry.
4, machine tool assembly and installation team are installed by the installation of CNC gantry milling machine personnel, standard and high precision CNC gantry precision standards, including acceptance accuracy is higher than the NATIONAL standard (GB), the main purpose is to improve the service life and to process the product surface accuracy. Can also improve the service life of the stirring head (machine tool installation is not good, machine tool operation is unstable, the service life of the stirring head will be reduced)
5, machine tool beam column integrated design, guide rail using upper and lower side installation design, with combined with high strength base and column mounting surface casting, precision retention and stability greatly improved high, many customers have questions: why do not domestic counterparts manufacturers adopt such a design. First of all, the design of the Gantry U-shaped frame increases the casting cost. In the casting process, there is no casting in the middle of the U-shaped frame, which needs to be filled with a large number of resin sand to make up the gap. Usually, the cost of a frame cast as a whole is 2 times more than the resin sand required for split casting. Secondly, it is difficult to process. The machine tool with a door width of 1000mm can be processed separately, and the machine bed with a door width of 2650mm or more is needed for overall casting. The machine tool processing fee of the door width is naturally high. Beam guide rail Y axis installation using a flat side. Plays a role of spindle box slider bearing guide rail on the flat, side put processing time spin transfer direction torque resistance effect, domestic counterparts in order to save processing costs usually USES two guide rail side let junction structure, the processing speed of low cost, because the two rails on a surface without changing knife don't have to change direction A lot of time processing, we have to change direction, For example, the milling machine must add a right Angle head to process. Moreover, the upper guide slider has a large contact surface and high precision retention. The side guide slider only has a small part of contact with the side, and the scraping adjustment is fast when installing, so as to reduce the assembly cost.
6, friction stir welding series of machine tools Z direction with 55 roller linear guide rail, and each guide rail installed 3 sliders, improve the rigidity and stability, three direction with higher speed, suitable for processing efficiency has higher requirements of the occasion, equipped with BT50 friction stir welding special spindle, can weld larger thickness.
7, Z axis TBI6310 precision (C3) precision screw, can withstand greater forging force, more stable welding.
8, machine tool X axis and Y axis screw TBI5010 precision grade (C3) than similar type 4010 rigidity, durability, precision greatly improved.
9, three axis screw bearings are used in Japan NSK60 degrees 35TAC72B bearings, each screw uses 6 bearing DFF combination, axial load can reach 100KN≈10000 kg force, that is to say, the bearing is basically not bad.
10, the coupling adopts Germany R+W, to ensure the screw will not slip, to ensure the axial positioning accuracy.
11, the use of friction stir welding special system, can choose Germany Siemens or Taiwan new generation system, equipped with the most advanced constant pressure control function, can achieve automatic welding products.
12, using special BT50 handle, patent air cooling design, better heat dissipation performance, can continue 24 hours of production.
PN-fsw series stirring head, imported raw materials, longer service life, welding products more stable.
PN-fsw series of friction stir welding equipment is designed for the current friction stir welding product market of the series of products, the welded product size covers 100*100mm to 3000*2000mm, with the corresponding tooling all products can be welded.
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.