
Customized Cleanroom System for Controlled Environment and Efficient Operation
Price:
$500.00/square meters 50-499 square meters
MOQ:
50 square meters
Delivery Time:
30 days
Brand:
SHP
Product Description
Product Overview ——Customized Cleanroom System for Controlled Environment and Efficient Operation

Cleanrooms are built to improve cleanliness, control airflow, and reduce contamination risks during daily operations. By managing air filtration, pressure balance, and enclosure integrity, a cleanroom supports a more reliable and controlled working environment.
Cleanroom Description
| Application | Pharmaceutical | Lab | Electronics |
| Cleanliness | China class 100 to 100000 | ISO 5 to 8 | EU B to D |
| Scope |
Structure part; Partition and ceiling panel; door and window,epoxy. |
HVAC part; AHU and chiller; Ducting and piping. |
Electrical part; Lamp,switch and socket; Distribution cabinet. |
| Service | Design and production | Construction and test | Validation and training |
| Wall/ceiling panel | Machine-made or Hand-made sandwich board |
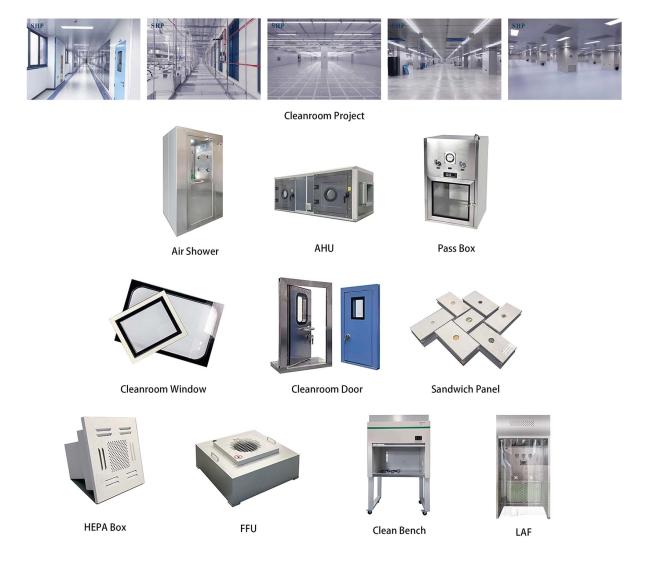
| Clean room equipment | Air shower,FFU,Pass box,Laminar flow cabinet,hepa box |
| Cleanliness | Class 100-100000 |
| Purification system | HVAC, or AC conditioner+FFU |
| Floor | PVC anti-static floor or epoxy-based coating |
| Other addessores | stalinite window,LED panel light,Door,Hand wash sink,storage/shoe cabinet etc |
| Service | Design,manufacturing,construction |
Cleanroom Key Advantages
-
Superior Air Purification PerformanceEffectively filters airborne particles, bacteria and contaminants to maintain ISO 14644 certified clean air quality.
-
Stable & Precise Environment ControlProvides consistent regulation of temperature, humidity, air pressure and static electricity for sensitive production processes.
-
High Flexibility & CustomizationModular design supports quick installation, easy expansion, relocation and reconfiguration to fit various space requirements.
-
Cost & Time EfficientReduces construction period, on-site disruption and long-term operating costs compared with traditional cleanroom solutions.
-
Enhanced Product Quality & YieldMinimizes contamination-related defects, improving product consistency, reliability and overall production efficiency.
-
Wide Industry CompatibilityWidely applied in , electronics, medical devices, laboratories, food and precision manufacturing.
-
Compliance with International StandardsFully meets GMP, FDA and other strict regulatory requirements for global market access.
Products Description

Pharma,Biotech&Labs
With today's new regulations and growing concernforpublicsecurity,pharmaceutical,biotech and medical device industries need to maintain and upgrad their facilities in order to meet new requirements and regulations.SHP's in-house experts have the necessary experience in designing building and installin cleanrooms and enclosures to be compliant with new standards.And our knowledge and experience cove a wide range such as infusion production, tablet making and vaccine project,etc.

Electronic,Semiconductors&High-tech Industry
SHP designs,manufactures and installs cleanrooms for the semiconductor and high-technology sectors,from optics,photonics to the assembly of electronic components.In these induatries,products are often very sensitive to airborne particulates and must be manufactured in a controlled environment.Inaddition,these industries often require the use of ultra-precise and costly equipment that must be housed and operated in a location where temperature and humidity are maintained at a specific level.

Hospital
SHP designs and installs cleanrooms that can work well for hospital and pharmaceutical applications and are of high quality to meet stringent cleanroom standards.High levels of environmental control are required to protect patients' health.SHP constructs cleanrooms that can incorporate existing structures or stand freely and offers a high level of environmental control including static,pressure,contamination,and humidity control can be designed to comply with even the most stringent medical standards.

Food Processing&Packaging
Food Processing is an industry where product safety,quality,and integrity are paramount.Assuch,cleanrooms are vital in the food manufacturing industry to ensure food product quality and to adhere to GMP(ISO) standards and requirements,In food manufacturing,cleanrooms must generally meet ISO Class 6 standards.We offer a variety of options to meet your application's specific needs,from highly controlled HardWall cleanrooms that can be built to comply with the most stringent classification to SoftWallcleanrooms with a high degree of flexibility thatwork well for food storage and similar uses.

Manufacturing Industry
Authoritative documents such as ISO 14644 provide no specific instructions regarding activities carried out in other manufacturing industry such as medical device enbvironment.Broadly,medical device manufacturing is conducted in an ISO Class 5 cleanroom(Feb.Class 3),while medical device packaging is conducted in an ISO Class 7-8 cleanroom.Guaranteed completion and final compliance testing are among the reasons SHP is a trusted ally of enterprise in this area as well.
Related Products
Similar Products
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.
Company
Suzhou Huajing Air-Condition Purification Engineering Installation Co., Ltd.
Location
No.1348 Jinshe Road,Jinjiaba Industrial Park,Wujiang,Suzhou,China
Contact Person
Shen