
Ship Cross Bitt Cruciform Bollard | CB/T 3845-2000 Deck Welded Mooring Bollard
Ship Cross Bitt Cruciform Bollard | CB/T 3845-2000 Deck Welded Mooring Bollard
Product Overview
The CB/T 3845-2000 ship cross bitt, also called a cruciform bollard or single cross bitt, is a deck welded mooring fitting used on ship and boat upper decks. It is built with a vertical pipe post, horizontal cross pipe, and base structure, allowing the mooring line to be belayed around the bitt during normal mooring operations. This product is for mooring service and is not suitable for towing unless a separate towing design and approval basis is provided.
The bollard can be fabricated from steel pipe or from steel plate rolled into pipe form and welded. For shipyard installation, the deck welding interface and pipe-to-base connection should use proper bevel preparation and deep-penetration welding according to the project drawing and approved welding procedure. Exposed weld seams and rope-contact areas should be ground smooth, with sharp edges rounded, to reduce the risk of local rope damage.
Quick Specifications
- Standard: CB/T 3845-2000 → reference for ship cross bitt structure, nominal diameter, main dimensions, material basis, inspection, and marking.
- Product type: deck welded ship cross bitt / cruciform bollard → used for upper-deck ship mooring, not for towing service.
- Nominal diameter range: 150 to 350 mm → selected according to mooring rope size, applicable cable breaking load, and vessel deck arrangement.
- Applicable cable maximum breaking load: 117 to 686 kN → standard rope selection basis; it should not be treated as towing load or product SWL without project confirmation.
- Applicable rope diameter: wire rope 6×24 from 15.0 to 37.5 mm, wire rope 6×37 from 13.0 to 34.5 mm, and synthetic fibre rope from 30 to 77 mm → match rope type before quotation.
- Construction: seamless steel pipe or rolled steel plate pipe with welded base → suitable for fabricated steel bollard supply with controlled welding and dimensional inspection.
- Welding focus: beveled pipe-to-base weld and deck weld preparation → deck reinforcement, weld detail, and inspection scope should be confirmed by the shipyard or design office.
- Surface finishing: weld seams ground smooth, sharp edges rounded, Sa 2.5 blasting + epoxy shop primer or specified finish → helps reduce rope abrasion and supports coating compatibility.
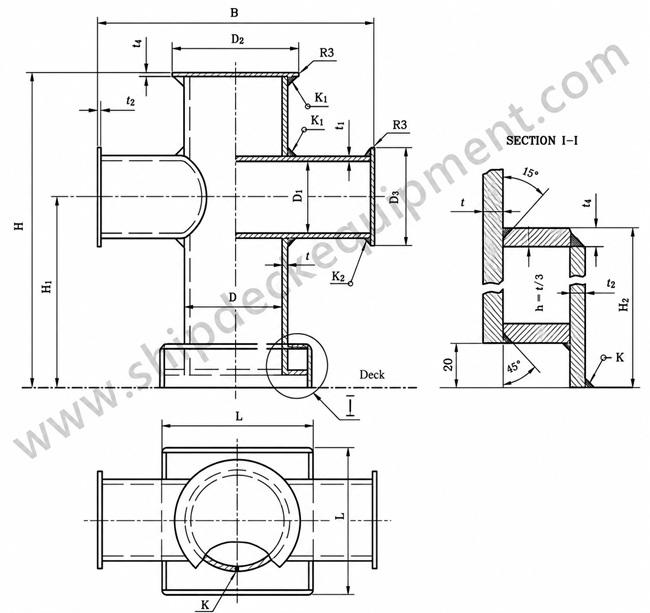
Main Technical Parameters
|
Nominal diameter |
Applicable maximum breaking load of cable kN | Applicable cable maximum diameter | H | B | H1 | D | D1 | D2 | |||
| wire cable | Synthetic fibre rope | ||||||||||
| 6×24 | 3×37 | ||||||||||
| 15O | 117 | 15. 0 | 13.0 | 30 | 480 | 460 | 280 | 148 | IH | 206 | |
| 200 | 255 | 22.S | 19. S | 4S | 560 | 520 | 320 | 219 | 168 | 260 | |
| 250 | 38Z | 28. 0 | 26. 0 | 56 | 6•0 | 610 | 360 | 273 | 219 | 310 | |
| 300 | 549 | 33.5 | 30.0 | 70 | 680 | 660 | 380 | 325 | 273 | 360 | |
| 350 | 686 | 37.5 | 34. 5 | 77 | 720 | 720 | 420 | 351 | 273 | 400 | |
|
Nominal diameter |
D3 | L×L | H2 | t | t 1 | t 2 | Foot Height |
weight kg |
|||
| k | K1 | K2 | K3 | ||||||||
| 150 | 158 | 250×250 | 70 | 10 | 9 | 8 | 8 | 6 | 5 | 4 | 42.4 |
| 200 | 210 | 300×300 | 85 | 14 | 10 | 10 | 10 | 8 | 4 | 82.2 | |
| 250 | 260 | 380×380 | 100 | 12 | 12 | 12 | 9 | 5 | 5 | 135.5 | |
| 300 | 310 | 480×480 | 125 | 16 | 14 | 14 | 13 | 11 | 211.8 | ||
| 350 | 314 | 550×550 | 145 | 20 | 14 | 11 | 295.8 | ||||
Selection & Inquiry Guide
Step 1: Confirm the standard CB/T 3845-2000 and nominal diameter DN150, DN200, DN250, DN300, or DN350 according to the vessel drawing.
Step 2: Confirm rope type, rope diameter, and applicable cable maximum breaking load. Do not specify this cross bitt for towing service without a separate towing design basis.
Step 3: Confirm installation position, deck thickness, deck reinforcement, bevel preparation, pipe-to-base welding requirement, and shipyard welding procedure.
Step 4: Confirm material requirement: standard steel pipe / rolled steel plate pipe, mild steel, stainless steel, or other project-specified material grade.
Step 5: Confirm surface treatment: Sa 2.5 blasting + epoxy shop primer, final coating system, galvanized finish, polished stainless steel finish, or other specified treatment.
Step 6: Confirm certificate and inspection scope before quotation: maker certificate, material certificate, class certificate, welding inspection, or witness inspection according to project requirement.
Step 7: Provide quantity, vessel type, installation drawing, reference photos, delivery destination, and required delivery time.
Structure
Vertical steel pipe post | Horizontal cross pipe | Base plate | Cover / lining plates according to standard | Beveled pipe-to-base weld | Deck welded connection | Smooth ground rope-contact surfaces | Shop primer or specified surface finish
Fabrication, Welding & Engineering Advantages
- Steel pipe or rolled steel plate pipe construction allows the cross bitt to be fabricated according to the CB/T 3845-2000 dimensional range while keeping a practical welded structure for ship deck installation.
- The cruciform geometry provides a clear rope-holding form for mooring lines on upper deck mooring stations, while the base transfers the mooring force into the deck structure.
- Pipe-to-base welding and deck welding should use bevel preparation and sufficient penetration according to the approved drawing, WPS, and inspection requirement.
- When the pipe is made from rolled steel plate, the longitudinal butt weld seam should be controlled and ground smooth after welding, helping avoid sharp contact that may damage mooring ropes.
- Exposed surfaces, sharp edges, and weld toes should be dressed and rounded where necessary so that the rope-contact area remains smooth after fabrication and coating.
- Deck reinforcement and weld arrangement should be checked by the shipyard or design office, because the standard bollard dimensions alone do not confirm the local deck strength.
- The page does not describe this product as a towing bollard. Towing or high dynamic load applications require a separately designed fitting, load case, and approval procedure.
Custom Attributes
- Standard: CB/T 3845-2000 → use when the vessel drawing specifies ship cross bitt / cruciform bollard dimensions according to this standard.
- Product name: Ship cross bitt / cruciform bollard → common international search wording for this deck mooring fitting.
- Nominal diameter: DN150 to DN350 → selected by rope size, cable breaking load reference, and deck arrangement.
- Load basis: applicable maximum breaking load of cable 117 to 686 kN → standard selection reference and not an automatic product SWL or towing rating.
- Material basis: seamless steel pipe or hull structural steel plate according to standard reference → final material grade should be confirmed for each order.
- Manufacturing method: steel pipe or rolled steel plate pipe with welded base → weld seams should be controlled, dressed, and ground smooth.
- Installation: deck welded with bevel preparation → deck reinforcement, welding procedure, and inspection method should follow the vessel project requirement.
- Surface treatment: Sa 2.5 blasting + epoxy shop primer, polishing, galvanizing, or customized coating → final coating should match shipyard painting specification.
- Certificate requirement: available upon request according to project requirement → class scope and witness inspection should be confirmed before production.
How It Works
Mooring rope is led to the deck cross bitt → Rope is turned and secured around the vertical post and horizontal cross pipe → Smooth ground surfaces reduce sharp local rope contact → Mooring force is transferred through the welded pipe and base to the reinforced deck structure → Final inspection and coating are completed according to project requirement
Applications
Ship upper decks | Mooring stations | Cargo vessels | Tankers | Bulk carriers | Container vessels | Workboats | Boat decks | Newbuilding projects | Repair and replacement projects
Certifications & Advantages
Certificates can be arranged according to project requirement, inspection scope, material traceability, welding requirement, and classification society approval procedure.
Certification: CCS, NK, BV, ABS, DNV, LR, KR, IRS, RS, RINA, CRS, Makers Test Certificate.
Drawing & Photos

FAQ
Q1: Is the CB/T 3845-2000 ship cross bitt suitable for towing?
A1: No. The supplied product description and standard application are for ship mooring. Towing loads are different from mooring use and require a separately designed towing fitting, load case, deck reinforcement review, and approval basis.
Q2: Are the 117 to 686 kN values the product SWL?
A2: The CB/T 3845-2000 table gives the applicable maximum breaking load of cable for selection. It should not be directly converted into product SWL or towing load without confirming the project safety factor, deck strength, welding detail, and class approval requirement.
Q3: What welding and finishing information should be confirmed before ordering?
A3: Confirm the deck bevel preparation, pipe-to-base weld detail, approved WPS, deck reinforcement, material grade, weld inspection requirement, surface treatment, and whether weld seams need additional grinding in rope-contact areas.
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.