
U Bolt FMPI Fluorescent Magnetic Particle Inspection For Surface Near Surface Defects
Price:
Negotiable
MOQ:
1 pcs
Delivery Time:
15-30 days
Brand:
TESTECH
Product Description
CXW-12000AT U-Bolt Fluorescent Magnetic Particle Inspection (FMPI) For Surface & Near-Surface Defects
Inspection requirements
Inspect the bolt surface and near-surface materials for minute defects such as cracks, folds, and inclusions caused by forging, machining, and heat treatment. The direction of these defects is mostly variable; therefore, flaw detection is required in all directions on the bolt surface.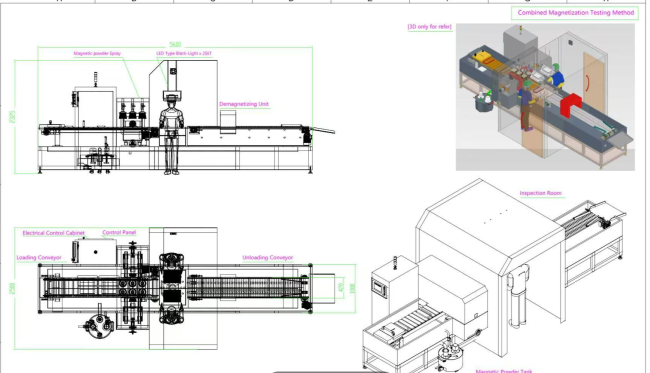
Design Requirements
- A wet continuous method with composite magnetization and fluorescent magnetic particle testing is employed for continuous, uninterrupted, omnidirectional flaw detection of bolts.
- 15/50D type test pieces are adhered to the workpiece surface. After composite magnetization, all grooves on the test piece should be clearly visible; cracks in the actual crack test piece should be clearly identifiable. The overall sensitivity of the flaw detector is verified as (qualified).
- An imported programmable logic controller (PLC) is used for automatic or manual control of the equipment operation.
- Considering the specific shape of the parts and the relevant requirements of the customer, a specific analysis is conducted to formulate a reasonable technical solution.
Design of magnetization methods
- X-axis Magnetization: X-axis magnetization uses vertically arranged coils to establish a circumferential magnetic field on the surface of the part, detecting longitudinal discontinuities.
- Y-axis Magnetization: Y-axis magnetization uses horizontally arranged coils to establish a longitudinal magnetic field on the surface of the part, detecting circumferential discontinuities.
- Z-axis Magnetization: Z-axis magnetization uses front-to-back coils to establish opposing magnetic fields on the surface of the part, detecting opposing discontinuities.
Main technical parameters
| Parameter | Value |
|---|---|
| Composite Magnetization Methods | X-axis, Y-axis, and Z-axis magnetization methods. |
| X-axis Magnetization Magnetomic Potential | AC 0-12000AT RMS value, continuously adjustable, with power-off phase control. |
| Y-axis Magnetization Magnetomic Potential | AC 0-12000AT RMS value, continuously adjustable, with power-off phase control. |
| Z-axis Magnetization Magnetomic Potential | AC 0-12000AT RMS value, continuously adjustable, with power-off phase control. |
| Duty Cycle | ≥40%. |
| Clamping Method | Pneumatic. |
| Operation Mode | Manual/Automatic. |
| Flaw Detection Sensitivity | Clearly displays 15/50A1 type specimens; cracks in actual cracked specimens are clearly identifiable. |
| Flaw Detection Cycle Time | Approximately 2 pieces/12 seconds (Observation and flaw detection are performed simultaneously; the flaw detection speed and process can be adjusted according to the actual needs of the customer). |
| Power Supply | Three-phase four-wire 380V±5% 50Hz 200A. |
| Overall Dimensions | 4000mm(L)×1500mm(W)×1500mm(H) (including spray rack height) |
| Operating Environment | Temperature -5℃ to +40℃, relative humidity ≤80%, free from corrosive gases, dust, and mid-to-high frequency interference. |
| Total Weight | Approximately 1700Kg. |
Similar Products
Get in Touch
Have questions about our products or want to discuss a custom order? Our team is ready to help you.
Company
Testech Group Co., Ltd
Location
Huihuang Guoji Building NO. 4, Shangdi 10 street Haididan district, Beijing City, CHINA
Contact Person
Linda